
Pioneering Process Valve Engineering Since 1876
Shaw Valves - Zero-Leakage Isolation & Control for Hazardous Chemicals
Since 1876, the Shaw brand has been engineering high-integrity process valves for the world’s most critical and severe chemical environments. Internationally recognised for innovation and zero-leakage performance including the prestigious Queen’s Award for Environmental Efficiency, Shaw became part of Blackhall in 2007. Since then, the range has been elevated further, with advanced materials science, enhanced safety systems, and cutting-edge design refinement.


Certified for Critical Chemical Applications
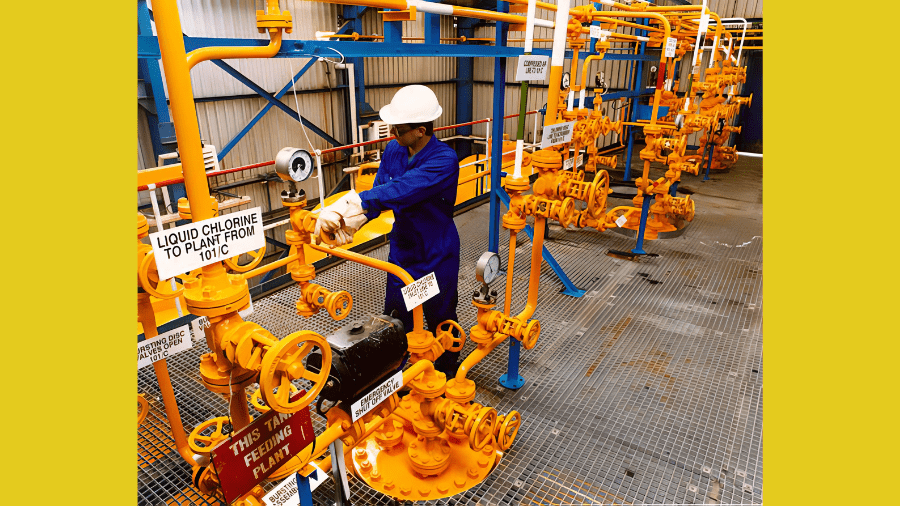
Shaw valves are independently approved to meet the stringent requirements of Eurochlor and UOP, two of the most respected global standards for chemical process safety and emissions control. These approvals validate our valves for use in highly aggressive media such as chlorine, hydrogen fluoride (HF), and hydrogen cyanide (HCN), where absolute containment is essential.

Proven Heritage. Driven by Valvology®
With over 150 years of valve-making heritage, the Shaw brand brings a legacy of trusted performance into our Blackhall family. Combining this long-standing expertise with the power of our Valvology® philosophy, we deliver valves that offer ultimate peace of mind and uncompromising safety for our customers in the most hazardous chemical environments.
Why Shaw Valves?
Zero-Emission Valves Engineered for Safety

What We Do
At Blackhall, we’ve carried forward the legacy of Shaw Valves not just as a brand, but as a benchmark in critical process safety. Through our Valvology® approach, we’ve enhanced Shaw’s proven bellows-sealed designs with next-generation materials, zero-leakage technologies, and smart automation readiness, making them even more relevant to today’s demanding chemical and hazardous service applications. The result is a trusted range, reengineered with modern performance in mind, and backed by Blackhall’s long-term commitment to quality, innovation and lifecycle support.

Our Safety Commitment
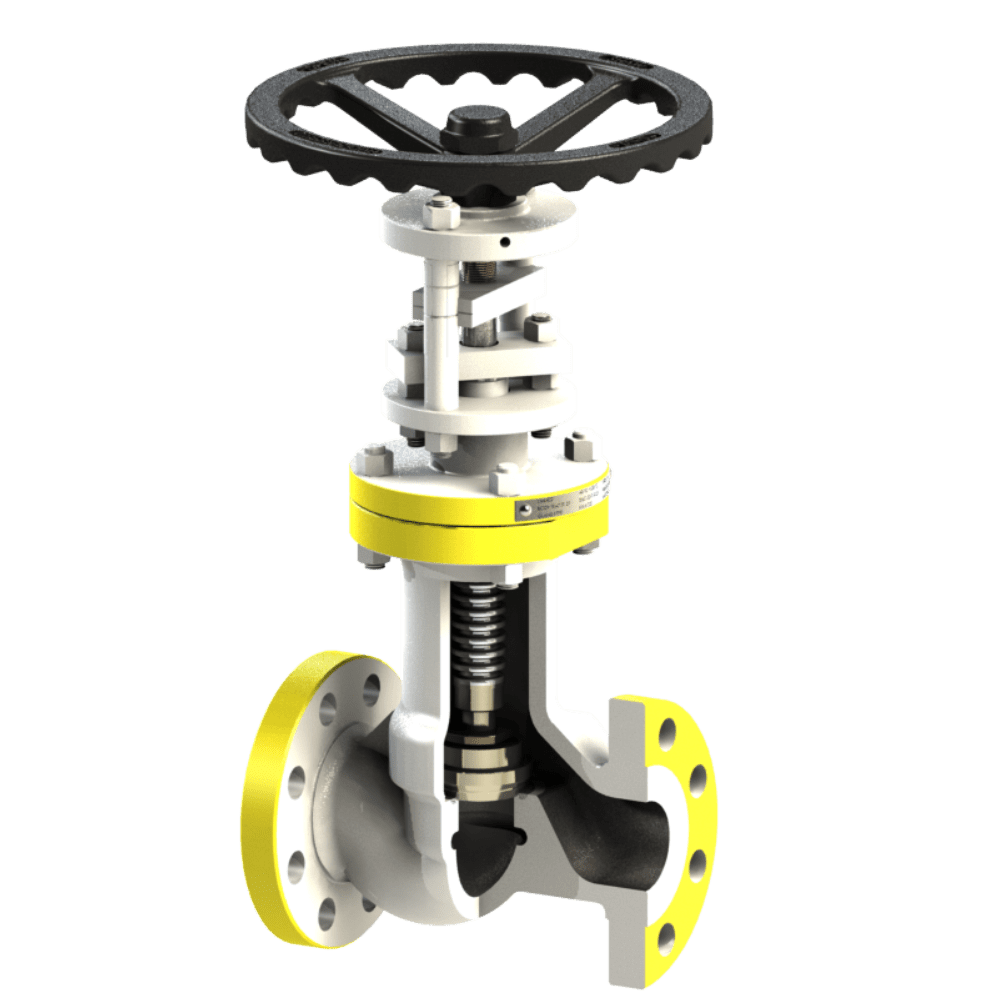
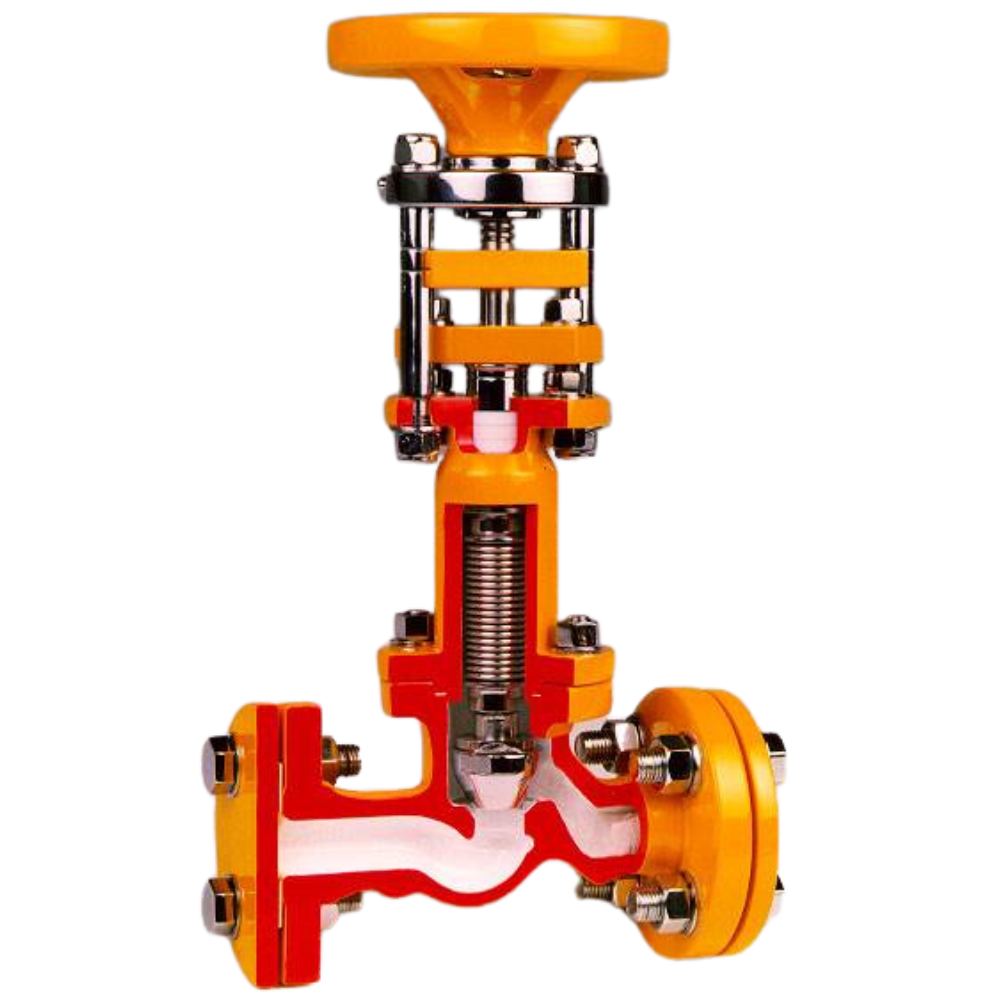
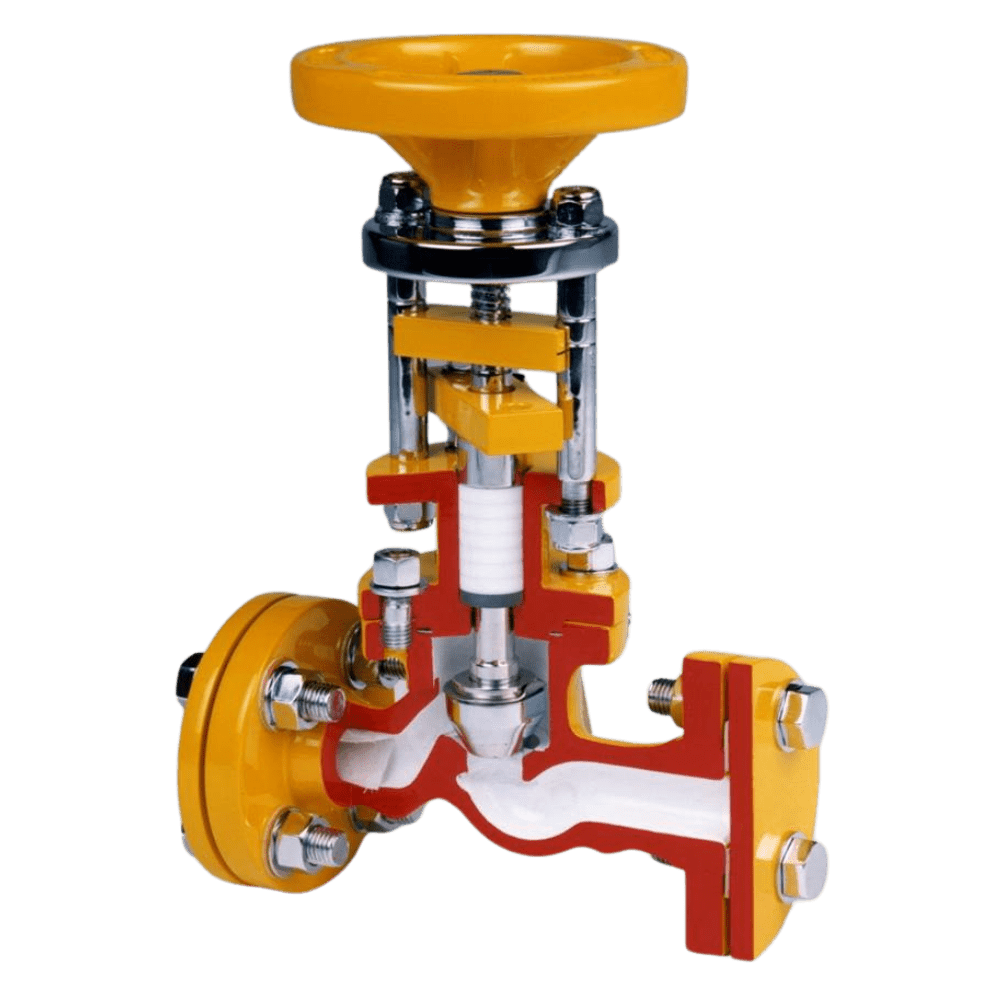
Every Shaw valve is designed with multi-layered protection to ensure operator safety and zero environmental emissions. From our patented internal welds to multi-ply bellows and PTFE secondary packing, our engineering philosophy ensures maximum containment in high-risk chemical applications.

Our Process
From material sourcing to final testing, Shaw’s manufacturing process is driven by integrity, safety, and endurance. We perform dye penetrant weld checks, radiography, full pressure and seat tests, and ensure full traceability, delivering valves that meet the highest global standards.
Engineered for Hazardous Applications Where Zero Emissions and Safety Are Non-Negotiable
Shaw Product Range



Latest Insights
Explore our most recent insights and updates in this sector.

Engineered Safety.
Trusted by Industry.
This short film takes you inside our Flint Hills project—where Blackhall’s Shaw valves play a critical role in protecting 316,000 residents of Corpus Christi. In a facility demanding zero emissions and maximum safety, we engineered and delivered the world’s most reliable bellows sealed valves. From clean room testing to collaborative innovation, discover how our team’s precision and commitment help keep both people and the planet safe.
Ready to Start a Conversation?
Whether you're sourcing high-integrity valves, planning a refurbishment, or looking for guidance on material selection and pressure class, our engineers are here to help move your project forward, quickly and confidently.
Send Us Your Enquiry